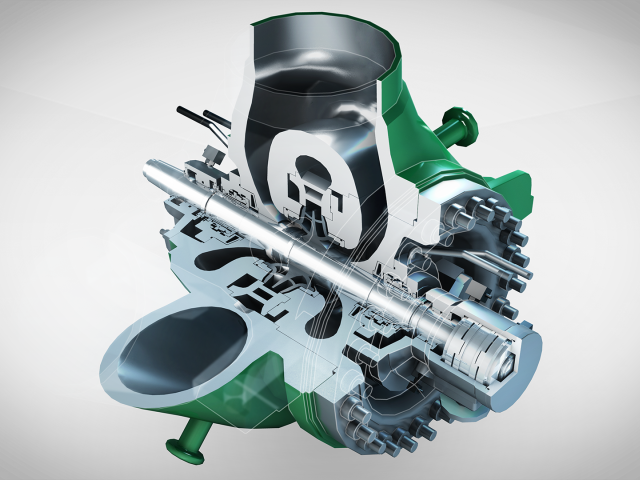
Condensate extraction pumps
A multi-stage barrel immersed pump with the barrel linked to the condenser hotwell, providing.:
-
Proven and robust design with many of pumps operating 25 years with minimal service.
-
Enhanced efficiencies of up to 86%.
-
Versatile head range from 20 to 500 m.
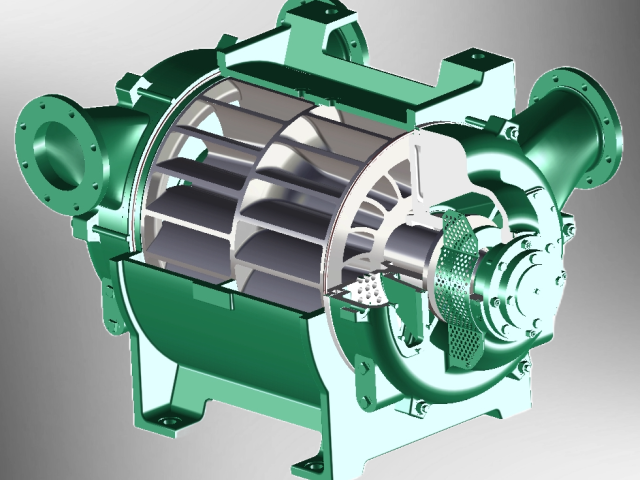
Recovery pumps
Arabelle Solutions’ recovery pumps are adapted to the specific situation to offer the best efficiency and reliability to customers.
From single stage metallic volute pump to multistage pumps, installed vertically or horizontally, our engineered pumps are developed to minimize customer operating cost.’ They are designed to operate in hot as well as cold conditions.

Tested configurations
Our pumps are designed to operate safely and economically at full speed on a large operating range, including partial load conditions.
Arabelle Solutions' condensate extraction pumps are the vertical multi-stage bowl diffuser type (or can type) with a single- or double-suction impeller.
The can is arranged in a pit below the installation floor. We offer various configurations, with or without a pump in stand-by.
Variable speed drives are available for all types of reactors and specifications, including large flow requirements.